

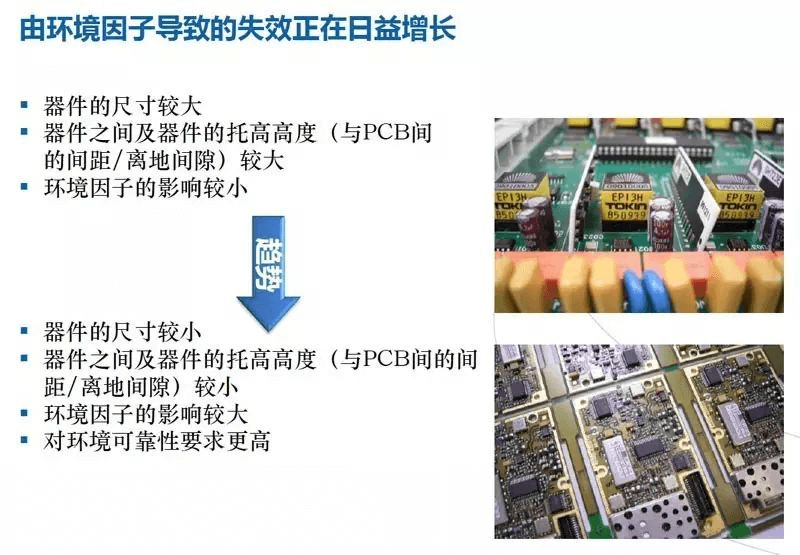
С уменьшением размеров компонентов печатных плат увеличивается плотность их размещения; высота расположения устройств (расстояние между печатной платой и дорожным просветом) также уменьшается, а влияние факторов окружающей среды на печатные платы увеличивается. Поэтому мы предъявляем более высокие требования к надежности печатных плат электронных изделий.
1. Факторы окружающей среды и их влияние
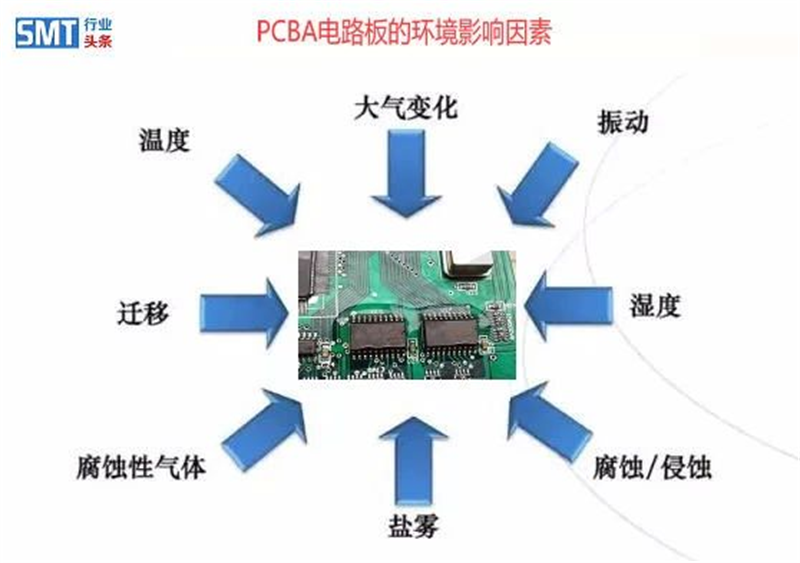
Обычные факторы окружающей среды, такие как влажность, пыль, соляной туман, плесень и т. д., могут стать причиной различных неисправностей печатных плат.
Влажность
Практически все компоненты электронных печатных плат, находящиеся во внешней среде, подвержены риску коррозии, среди которых вода является наиболее важным коррозионным агентом. Молекулы воды достаточно малы, чтобы проникнуть через молекулярные зазоры в сетке некоторых полимерных материалов и проникнуть внутрь или достичь подлежащего металла через микроотверстия в покрытии, вызывая коррозию. При достижении определённой влажности воздуха может произойти электрохимическая миграция печатных плат, возникновение токов утечки и искажение сигнала в высокочастотных цепях.
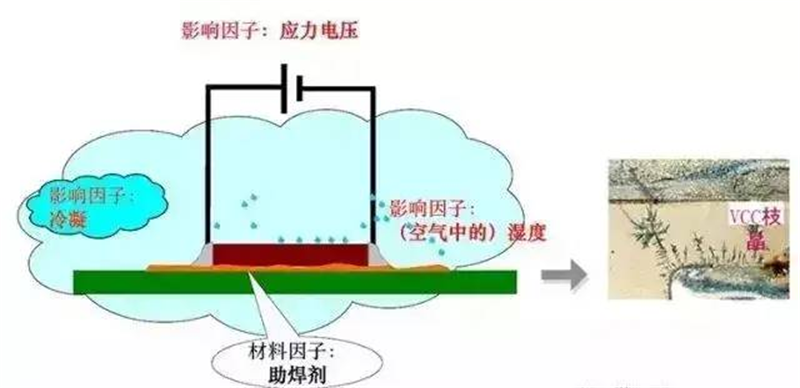
Пар/влажность + ионные загрязнители (соли, флюсоактивные агенты) = проводящие электролиты + напряжение напряжения = электрохимическая миграция
При относительной влажности воздуха 80% образуется водяная плёнка толщиной 5–20 молекул, что позволяет свободно перемещать любые молекулы. При наличии углерода могут происходить электрохимические реакции.
Когда относительная влажность достигает 60%, на поверхности оборудования образуется пленка толщиной в 2–4 молекулы воды, при растворении в ней загрязняющих веществ происходят химические реакции;
При относительной влажности воздуха < 20% практически все коррозионные явления прекращаются.
Поэтому влагонепроницаемость является важной частью защиты продукта.
В электронных устройствах влага присутствует в трёх формах: дождь, конденсат и водяной пар. Вода — это электролит, растворяющий большое количество едких ионов, вызывающих коррозию металлов. Когда температура определённой части оборудования опускается ниже «точки росы» (температуры), на её поверхности (конструкционных деталях или печатных платах) образуется конденсат.
Пыль
В атмосфере присутствует пыль, ионы, адсорбированные пылью, оседают внутри электронного оборудования и приводят к его сбоям. Это распространённая проблема сбоев электроники в полевых условиях.
Пыль делится на два видаКрупная пыль – это частицы неправильной формы диаметром 2,5–15 мкм, которые, как правило, не вызывают неисправностей, дуговых разрядов и других проблем, но ухудшают контакт разъема. Мелкая пыль – это частицы неправильной формы диаметром менее 2,5 мкм. Мелкая пыль обладает определённой адгезией к печатным платам (шпону), которую можно удалить только антистатической щёткой.
Опасности пылиа. Из-за оседания пыли на поверхности печатных плат возникает электрохимическая коррозия, и увеличивается частота отказов; б. Пыль, влажная жара и соляной туман наносят наибольший ущерб печатным платам, а отказы электронного оборудования чаще всего наблюдаются в районах химической промышленности и горнодобывающей промышленности вблизи побережья, в пустыне (солончаково-щелочной зоне) и к югу от реки Хуайхэ в сезон плесени и дождей.
Поэтому защита от пыли является важной частью изделия.
Соляной туман
Образование соляного тумана:Соляные брызги возникают под воздействием природных факторов, таких как океанские волны, приливы, атмосферная циркуляция (муссоны), давление, солнечная радиация и т.д. Они переносятся ветром вглубь суши, и их концентрация уменьшается по мере удаления от берега. Обычно концентрация соляных брызг составляет 1% от побережья на расстоянии 1 км от него (но во время тайфунов она может распространяться дальше).
Вредность соляного тумана:а) повреждать покрытие металлических деталей конструкций; б) ускорение скорости электрохимической коррозии приводит к разрыву металлических проволок и выходу из строя деталей.
Похожие источники коррозии:а. Пот от рук содержит соль, мочевину, молочную кислоту и другие химические вещества, которые оказывают такое же коррозионное воздействие на электронное оборудование, как и соляной туман. Поэтому при сборке и использовании следует надевать перчатки и не прикасаться к покрытию голыми руками. б. Флюс содержит галогены и кислоты, которые необходимо очищать и контролировать их остаточную концентрацию.
Поэтому предотвращение воздействия солевого тумана является важной частью защиты продукции.
Форма
Милдью, общее название нитчатых грибов, означает «плесневелые грибы», которые, как правило, образуют пышный мицелий, но не образуют крупных плодовых тел, как шампиньоны. Во влажных и тёплых местах многие растения разрастаются невооружённым глазом, иногда даже невооружённым глазом. Некоторые из них представляют собой пушистые, хлопьевидные или паутинные колонии, то есть плесень.
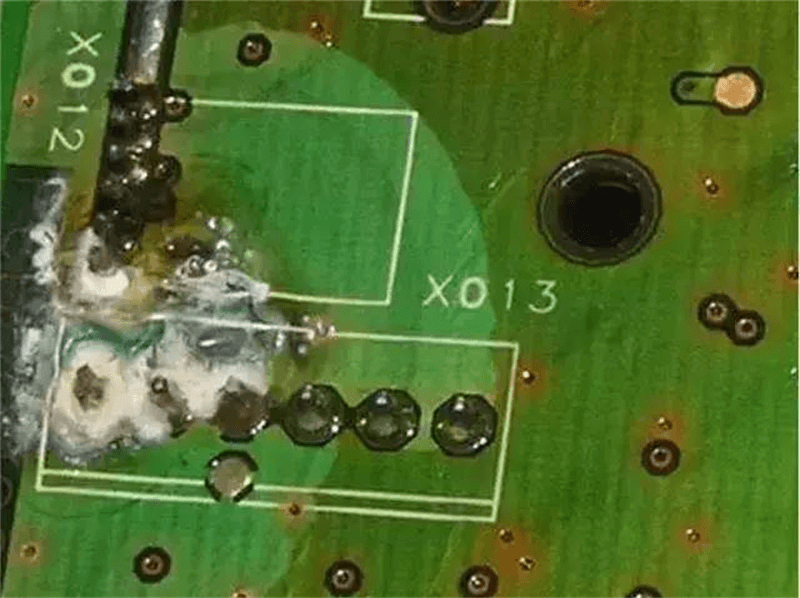
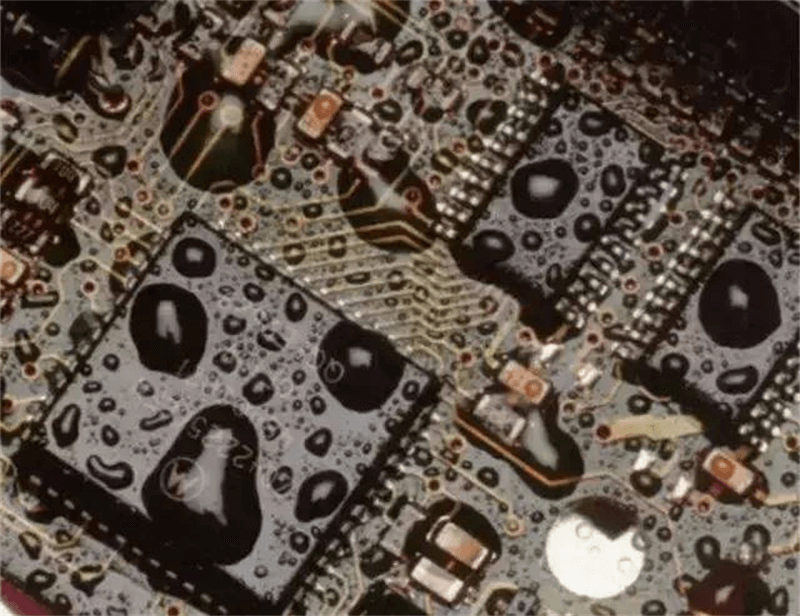
РИС. 5: Явление плесени на печатных платах
Вред плесениа. Фагоцитоз и размножение плесени приводят к ухудшению изоляции органических материалов, её повреждению и разрушению; б. Метаболиты плесени – органические кислоты, которые влияют на изоляцию и электрическую прочность, а также создают электрическую дугу.
Поэтому борьба с плесенью является важной частью средств защиты.
Учитывая вышеперечисленные аспекты, необходимо лучше гарантировать надежность изделия, оно должно быть максимально изолировано от внешней среды, поэтому вводится процесс нанесения покрытия на форму.
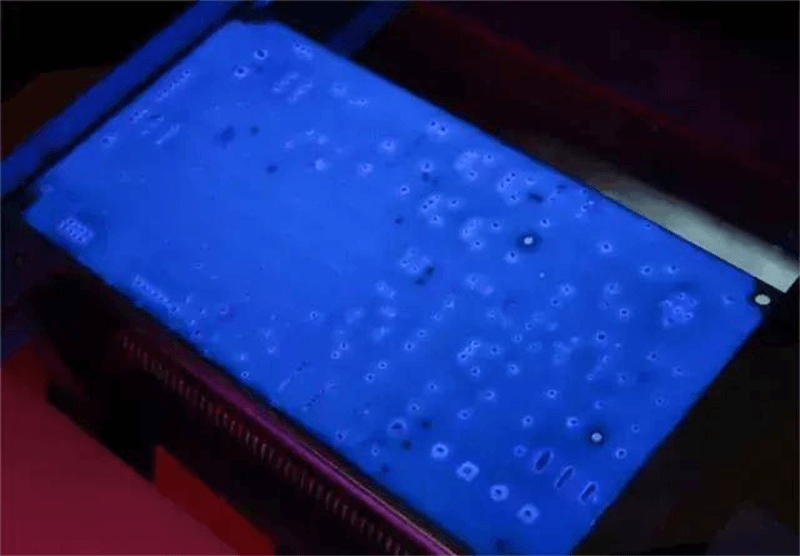
Покрытие печатной платы после процесса нанесения покрытия, под эффектом освещения фиолетовой лампой, оригинальное покрытие может быть таким красивым!
Три антилакокрасочных покрытияЭто метод нанесения тонкого защитного изолирующего слоя на поверхность печатной платы. В настоящее время это наиболее распространённый метод нанесения покрытия после сварки, иногда называемый поверхностным покрытием и конформным покрытием (английское название: coating, conformal coat). Он изолирует чувствительные электронные компоненты от воздействия агрессивных сред, может значительно повысить безопасность и надёжность электронных изделий, а также продлить срок их службы. Антилакированное покрытие защищает схемы/компоненты от воздействия окружающей среды, таких как влажность, загрязняющие вещества, коррозия, стрессы, удары, механическая вибрация и перепады температур, одновременно улучшая механическую прочность и изоляционные характеристики изделия.
После нанесения покрытия на поверхность печатной платы образуется прозрачная защитная пленка, которая эффективно предотвращает проникновение воды и влаги, предотвращает протечки и короткое замыкание.
2. Основные моменты процесса нанесения покрытия
Согласно требованиям IPC-A-610E (Стандарт испытаний электронных сборок), это в основном отражено в следующих аспектах:
Область
1. Области, на которые нельзя наносить покрытие:
Места, требующие электрических соединений, такие как золотые контактные площадки, золотые пальцы, металлические сквозные отверстия, контрольные отверстия;
Аккумуляторы и средства для их ремонта;
Соединитель;
Предохранитель и корпус;
Устройство отвода тепла;
Соединительный провод;
Линза оптического прибора;
Потенциометр;
Датчик;
Нет герметичного переключателя;
Другие области, где покрытие может повлиять на производительность или эксплуатацию.
2. Области, которые необходимо покрыть: все паяные соединения, штифты, компоненты и проводники.
3. Дополнительные области
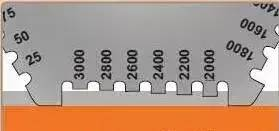
Толщина
Толщина измеряется на плоской, свободной, отверждённой поверхности печатного компонента или на прикреплённой пластине, которая подвергается обработке вместе с компонентом. Прикреплённые платы могут быть изготовлены из того же материала, что и печатные платы, или из других непористых материалов, таких как металл или стекло. Измерение толщины влажной плёнки также может использоваться в качестве дополнительного метода измерения толщины покрытия при условии наличия документально подтвержденного соотношения между толщиной влажной и сухой плёнки.

Таблица 1: Стандартный диапазон толщин для каждого типа материала покрытия
Метод испытания толщины:
1. Прибор для измерения толщины сухой пленки: a микрометр (IPC-CC-830B); b тестер толщины сухой пленки (на железной основе)
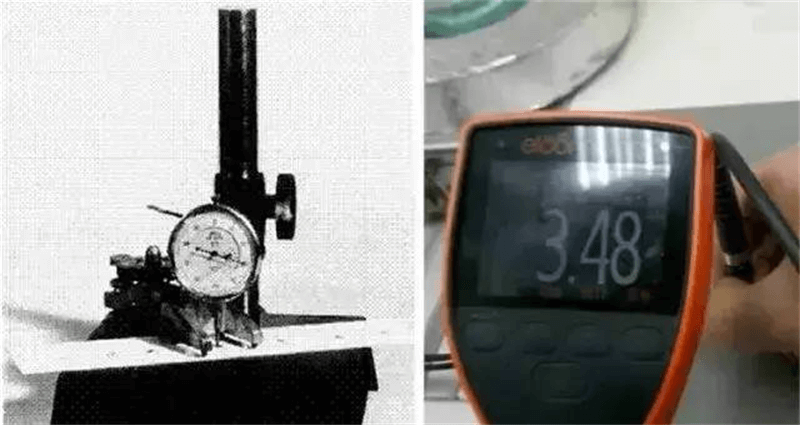
Рисунок 9. Микрометрический прибор для измерения сухой пленки
2. Измерение толщины влажной пленки: толщина влажной пленки может быть определена с помощью прибора для измерения толщины влажной пленки, а затем рассчитана по доле содержания твердого вещества клея.
Толщина сухой пленки
На рис. 10 толщина мокрой пленки была получена с помощью измерителя толщины мокрой пленки, а затем была рассчитана толщина сухой пленки.
Разрешение по краям
Определение: В нормальных условиях распыление распыляющего клапана за пределы кромки линии не будет очень ровным, всегда будет присутствовать некоторый заусенец. Мы определяем ширину заусенца как разрешение кромки. Как показано ниже, размер d является значением разрешения кромки.
Примечание: чем меньше разрешение по краям, тем лучше, но требования разных клиентов различаются, поэтому конкретное разрешение по краям с покрытием должно соответствовать требованиям клиентов.

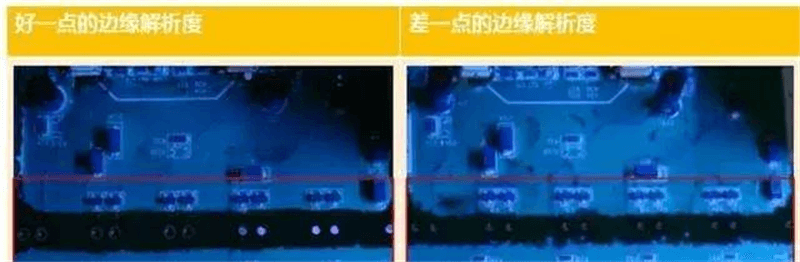
Рисунок 11: Сравнение разрешения краев
Однородность
Клей должен быть однородной толщины и гладкой и прозрачной пленкой, покрывающей изделие. Особое внимание следует уделять равномерности нанесения клея на поверхность изделия. Толщина должна быть одинаковой. Не должно быть никаких технологических проблем: трещин, расслоений, оранжевых линий, загрязнений, капиллярных явлений, пузырьков.
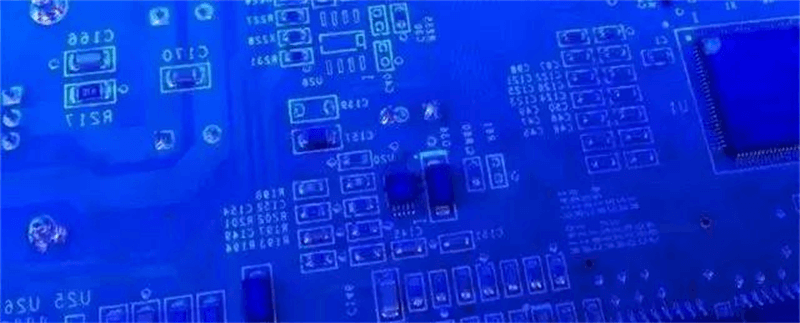
Рисунок 12: Автоматическая машина для нанесения покрытия серии AC с осевым автоматическим механизмом, эффект покрытия, однородность очень стабильная
3. Реализация процесса нанесения покрытия
Процесс нанесения покрытия
1 Подготовка
Подготовить продукты, клей и другие необходимые предметы;
Определить место расположения местной защиты;
Определить ключевые детали процесса
2: Мытье
Очистку следует производить в кратчайшие сроки после сварки, чтобы предотвратить образование трудноочищаемых загрязнений;
Определить, является ли основное загрязняющее вещество полярным или неполярным, чтобы выбрать подходящее чистящее средство;
При использовании спиртового чистящего средства необходимо соблюдать меры безопасности: должна быть обеспечена хорошая вентиляция и соблюдены правила охлаждения и сушки после мытья, чтобы предотвратить улетучивание остатков растворителя в результате взрыва в печи;
Очистка водой, щелочной моющей жидкостью (эмульсией) для промывки флюса, а затем ополаскивание чистой водой для очистки моющей жидкости в соответствии со стандартами очистки;
3. Маскирующая защита (если не используется оборудование для селективного покрытия), то есть маска;
Следует выбирать неклейкую пленку, которая не будет переносить бумажную ленту;
Для защиты ИС следует использовать антистатическую бумажную ленту;
Согласно требованиям чертежей на некоторые устройства для экранной защиты;
4. Осушение воздуха
После очистки экранированную печатную плату (компонент) необходимо предварительно высушить и удалить из нее влагу перед нанесением покрытия;
Определить температуру/время предварительной сушки в соответствии с температурой, допускаемой печатной платой (компонентом);
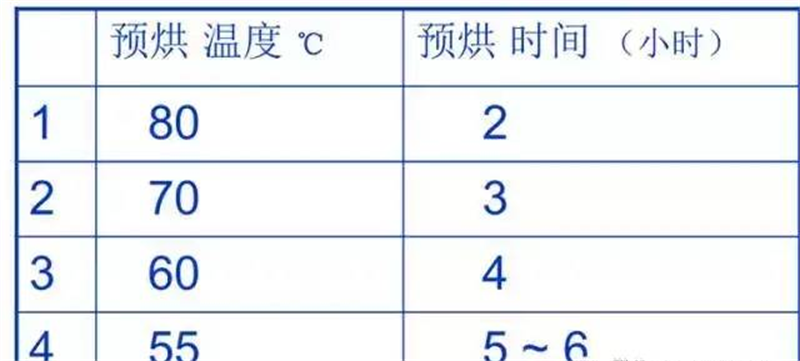
PCBA (компонент) может быть разрешен для определения температуры/времени предварительной сушки стола
5 слоев
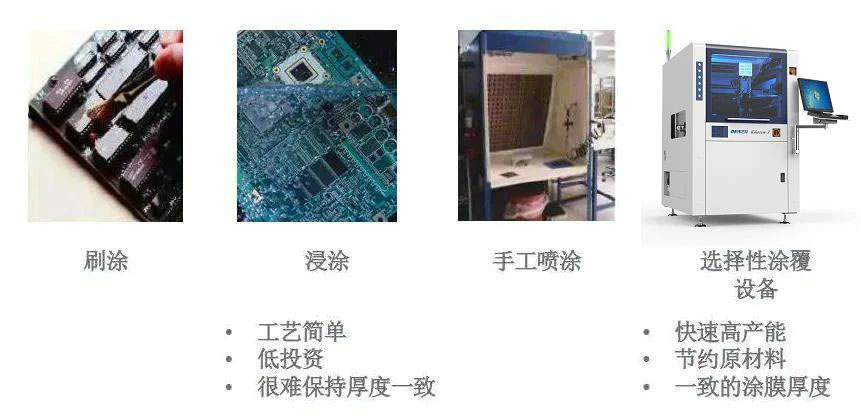
Процесс нанесения фасонного покрытия зависит от требований защиты печатных плат, имеющегося технологического оборудования и имеющегося технического задела, который обычно достигается следующими способами:
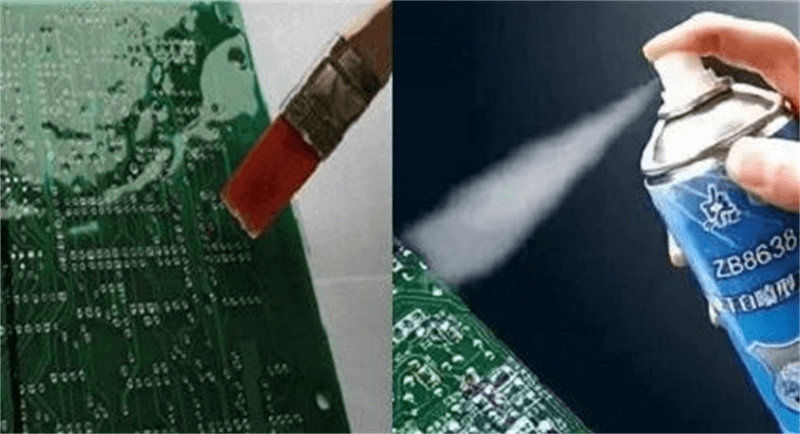
а. Чистить вручную
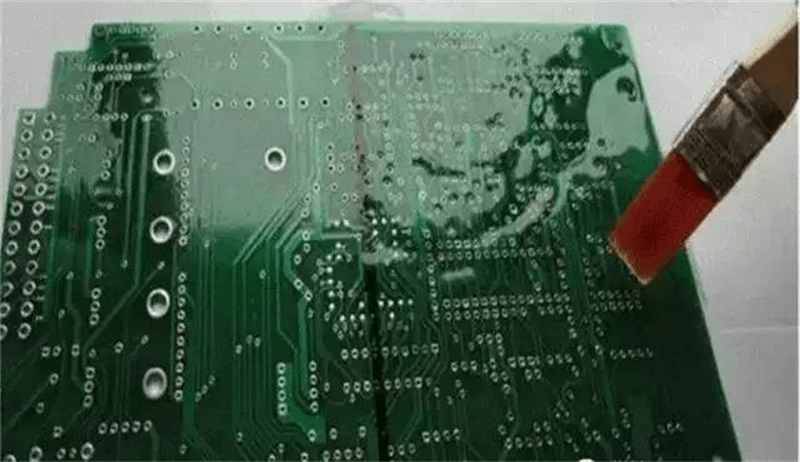
Рисунок 13: Метод ручной чистки
Кисть для нанесения покрытия – наиболее широко применяемый метод, подходящий для мелкосерийного производства, печатных плат со сложной и плотной структурой, требующих защиты от воздействия агрессивных сред. Поскольку кисть для нанесения покрытия можно свободно контролировать, то детали, не подлежащие окраске, не будут загрязнены.
Нанесение кистью расходует меньше всего материала, что соответствует более высокой цене двухкомпонентной краски;
Процесс окраски предъявляет высокие требования к оператору. Перед началом работ необходимо тщательно изучить чертежи и требования к покрытию, определить названия компонентов печатной платы и отметить детали, не подлежащие окраске, заметными знаками.
Операторам ни в коем случае не разрешается прикасаться руками к распечатанному плагину во избежание загрязнения;
б. Окунуть вручную
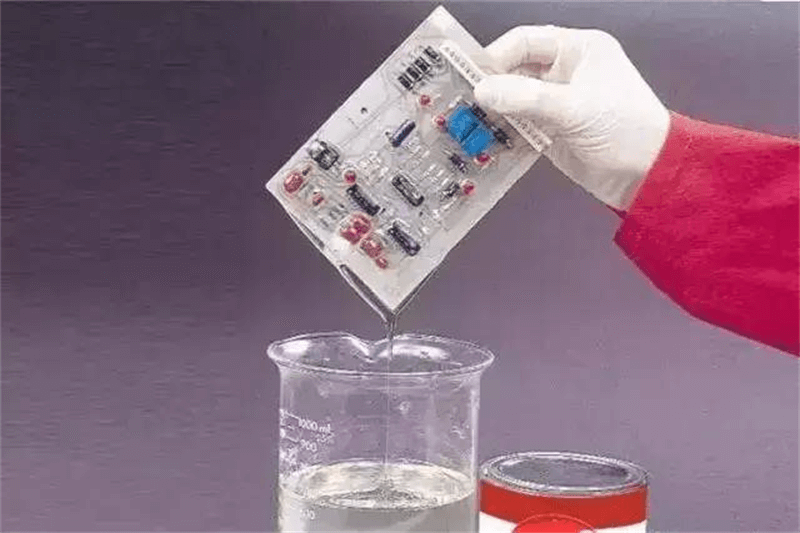
Рисунок 14: Метод нанесения покрытия методом ручного погружения
Наилучшие результаты покрытия достигаются при нанесении методом погружения. Равномерное, сплошное покрытие можно нанести на любую часть печатной платы. Метод погружения не подходит для печатных плат с регулируемыми конденсаторами, магнитопроводами с точной настройкой, потенциометрами, чашеобразными магнитопроводами и некоторыми компонентами с плохой герметизацией.
Основные параметры процесса нанесения покрытия погружением:
Отрегулируйте необходимую вязкость;
Контролируйте скорость подъёма печатной платы, чтобы предотвратить образование пузырьков. Обычно не более 1 метра в секунду.
в. Распыление
Распыление является наиболее распространенным и простым в освоении методом обработки, который подразделяется на следующие две категории:
① Ручное распыление
Рисунок 15: Метод ручного распыления
Подходит для более сложных заготовок, трудно положиться на автоматизированное оборудование в ситуации массового производства, также подходит для разнообразных линеек продукции, но в меньшей ситуации, можно распылять в более специальных положениях.
Примечание к ручному распылению: туман краски может загрязнить некоторые устройства, такие как разъемы печатных плат, гнезда микросхем, некоторые чувствительные контакты и некоторые заземляющие элементы. Необходимо обеспечить надежную защиту этих элементов. Кроме того, оператору ни в коем случае нельзя прикасаться руками к печатному разъему, чтобы предотвратить загрязнение контактной поверхности разъема.
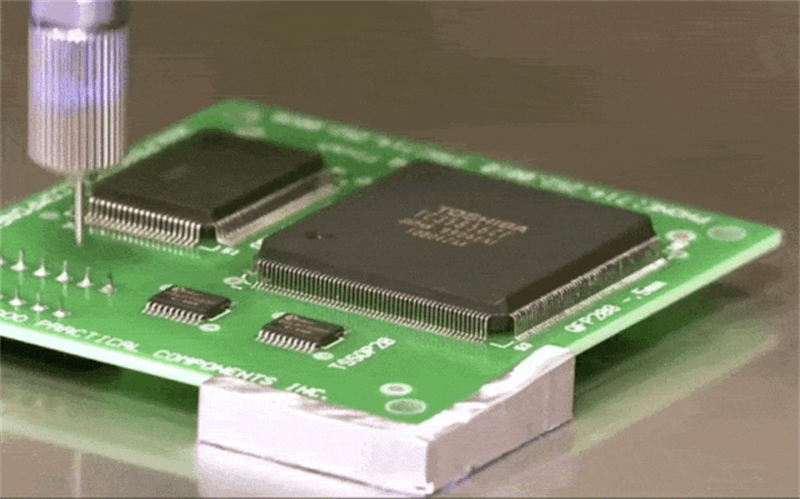
② Автоматическое распыление
Обычно это относится к автоматическому распылению с использованием оборудования для селективного нанесения покрытий. Подходит для массового производства, обеспечивает высокую однородность, высокую точность и низкий уровень загрязнения окружающей среды. С модернизацией промышленности, ростом стоимости рабочей силы и ужесточением требований к охране окружающей среды, автоматическое распылительное оборудование постепенно вытесняет другие методы нанесения покрытий.
С ростом требований к автоматизации в рамках Индустрии 4.0 фокус отрасли сместился с предоставления соответствующего оборудования для нанесения покрытий на решение задач всего процесса нанесения покрытий. Автоматическая машина селективного нанесения покрытий – точное нанесение покрытия без отходов, подходит для больших объемов нанесения покрытий, особенно подходит для больших объемов трёхслойного антикоррозийного покрытия.
Сравнениеавтоматическая машина для нанесения покрытияитрадиционный процесс нанесения покрытия
Традиционное трехслойное лакокрасочное покрытие для печатных плат:
1) Покрытие щетки: есть пузырьки, волны, удаление волос щеткой;
2) Письмо: слишком медленное, точность невозможно контролировать;
3) Пропитывание всего изделия: слишком большой расход краски, медленная скорость;
4) Распыление краскопультом: для защиты приспособления, слишком много сноса
Покрытие лакировочной машины:
1) Количество распыляемой краски, положение распыления и площадь нанесения устанавливаются точно, и нет необходимости добавлять людей для протирки доски после распыления.
2) Некоторые вставные компоненты с большим расстоянием от края пластины можно красить напрямую, без установки приспособления, что экономит время персонала, занимающегося установкой пластины.
3) Отсутствие улетучивания газа, что обеспечивает чистую рабочую среду.
4) Все подложки не нуждаются в использовании приспособлений для покрытия углеродной пленкой, что исключает возможность столкновения.
5) Три антикрасочных покрытия имеют одинаковую толщину, что значительно повышает эффективность производства и качество продукции, а также позволяет избежать отходов краски.
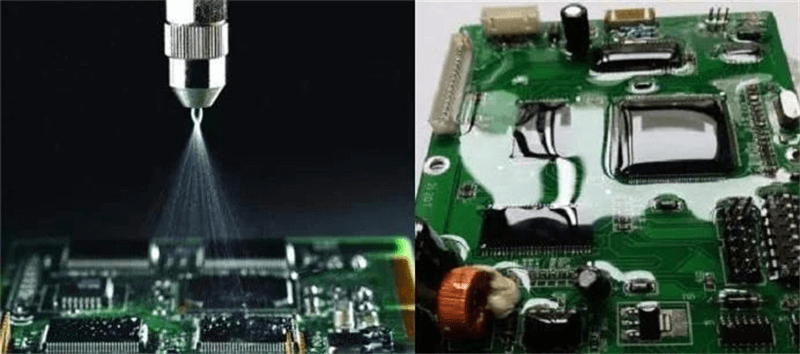
Автоматическая машина для нанесения трёхслойного антикоррозионного покрытия PCBA специально разработана для интеллектуального распыления трёхслойного антикоррозионного покрытия. Поскольку распыляемый материал и используемая жидкость различаются, конструкция машины для нанесения покрытия также отличается от выбора компонентов оборудования. Машина для нанесения трёхслойного антикоррозионного покрытия использует новейшую компьютерную программу управления, реализует трёхкоординатное соединение, а также оснащена системой позиционирования и слежения камеры, что позволяет точно контролировать область распыления.
Машина для нанесения трех антикоррозийного покрытия, также известная как машина для нанесения трех антикоррозийного клея, машина для нанесения трех антикоррозийного клея, машина для распыления трех антикоррозийного масла, машина для нанесения трех антикоррозийного покрытия, специально предназначена для контроля текучести на поверхность печатной платы, покрытую слоем трех антикоррозийного покрытия, например, методом пропитки, распыления или центрифугирования на поверхность печатной платы, покрытую слоем фоторезиста.
Решение проблемы трёхслойного лакокрасочного покрытия стало актуальной задачей для отрасли. Автоматизированное оборудование для нанесения покрытий, представленное прецизионными машинами селективного нанесения, открывает новые возможности для работы.Покрытие точное и без отходов материалов, наиболее подходящее для большого количества трех антилаковых покрытий.
Время публикации: 08 июля 2023 г.





