

Причины сварки SMT
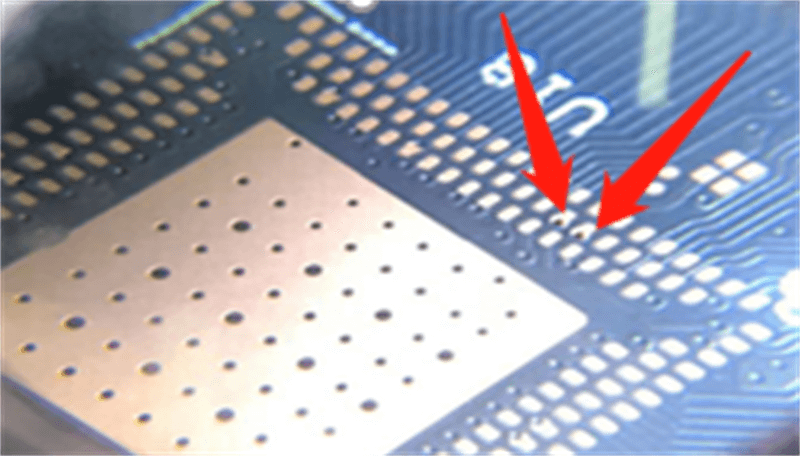
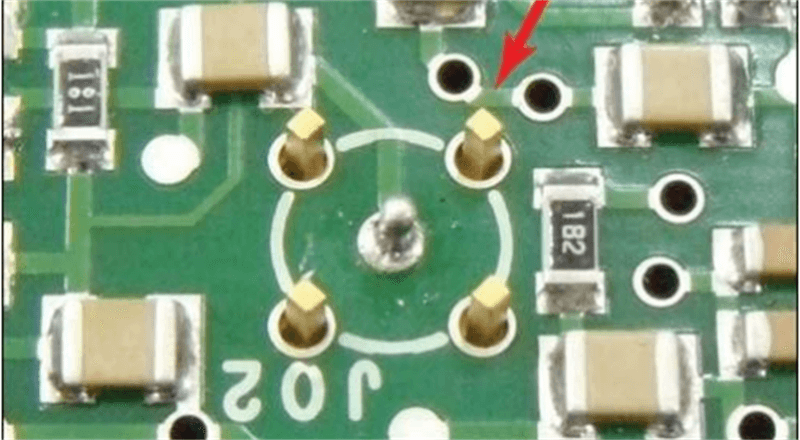
1. Дефекты конструкции контактной площадки печатной платы
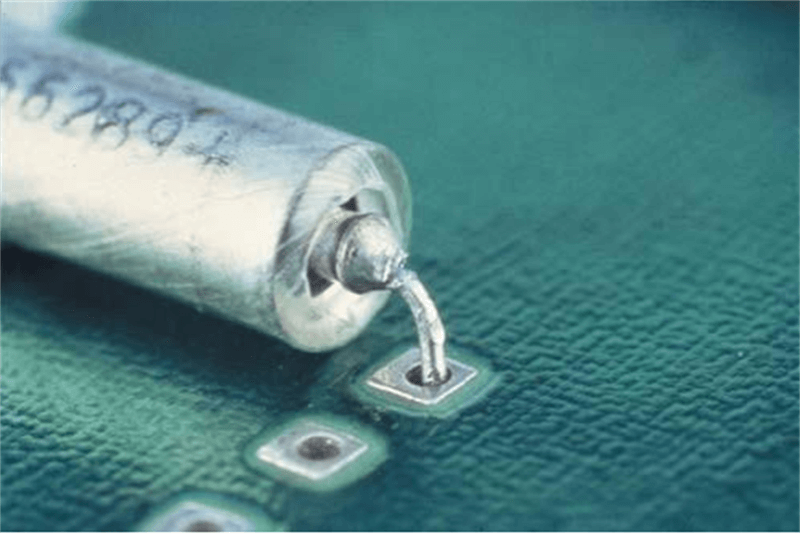
В процессе проектирования некоторых печатных плат, поскольку пространство относительно мало, отверстие можно выполнить только на контактной площадке, но паяльная паста имеет текучесть, которая может проникнуть в отверстие, что приводит к отсутствию паяльной пасты при пайке оплавлением, поэтому, когда штифт не может поглотить олово, это приведет к фактической сварке.
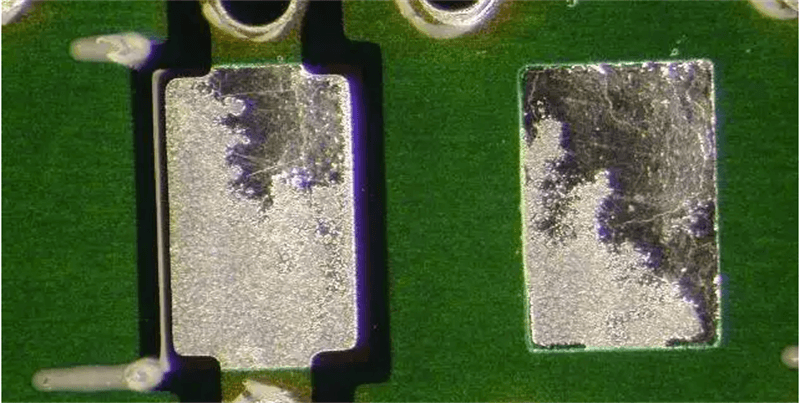
2.Окисление поверхности колодки
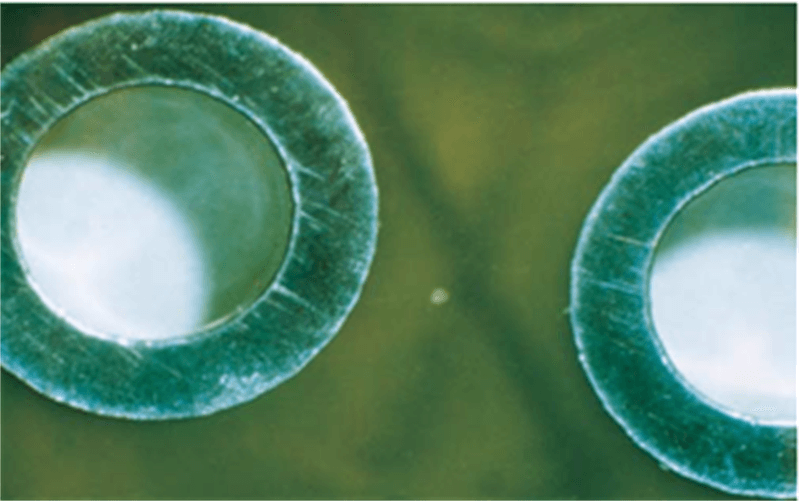
После повторного лужения окисленной контактной площадки, пайка оплавлением припоя приведёт к её фактическому свариванию, поэтому при окислении контактной площадки её необходимо сначала высушить. При серьёзном окислении от неё следует отказаться.
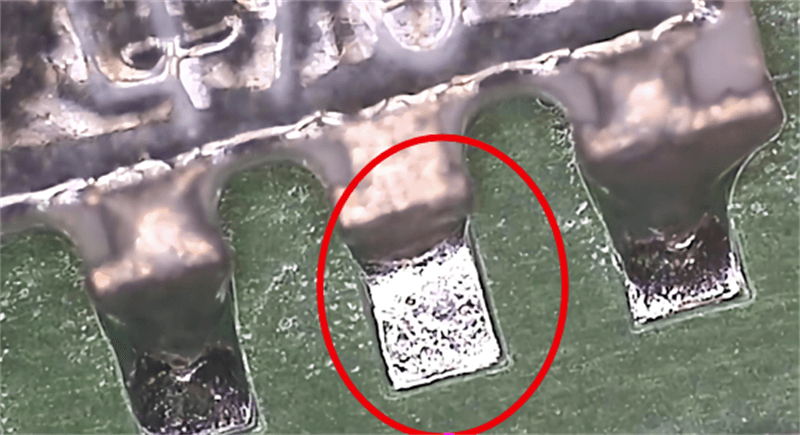
3. Температура оплавления или время высокотемпературной зоны недостаточны
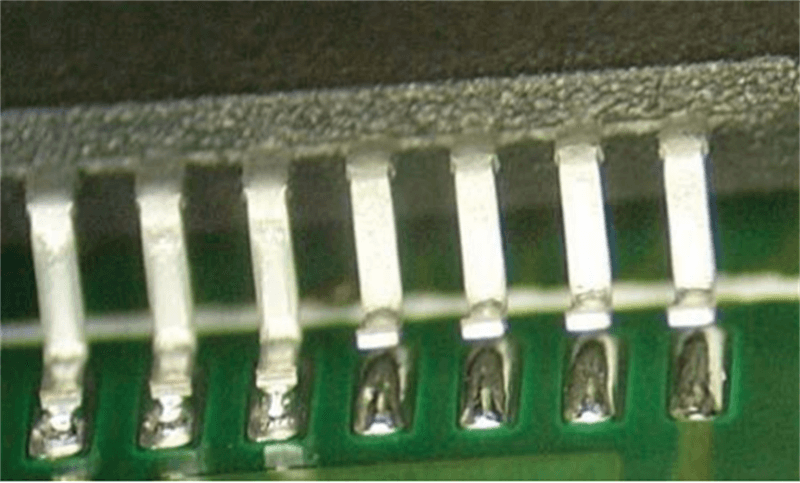
После завершения заплатки температура при прохождении зоны предварительного нагрева оплавлением и зоны постоянной температуры недостаточна, в результате чего часть горячего расплава поднимается на олово, чего не произошло после входа в зону высокотемпературного оплавления, что приводит к недостаточному поеданию олова на выводе компонента и, как следствие, к фактической сварке.
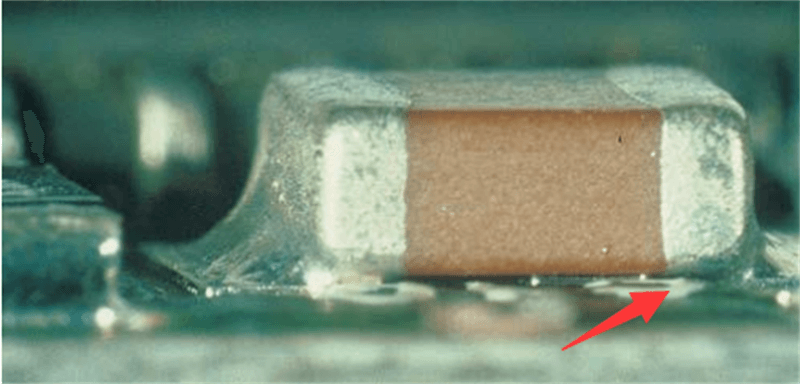
4.Печать паяльной пасты меньше
При нанесении паяльной пасты кистью могут образоваться небольшие отверстия в стальной сетке и возникнет чрезмерное давление скребка, что приведет к недостаточному нанесению паяльной пасты и быстрому ее испарению при пайке оплавлением, что приведет к фактической сварке.
5. Устройства с высоким разрешением
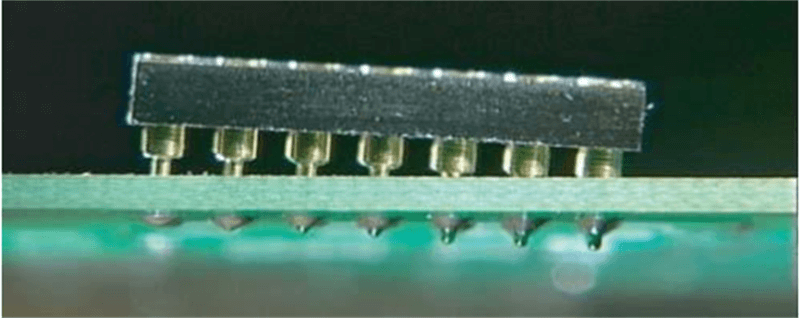
Если высоковыводное устройство изготовлено по технологии SMT, то по какой-то причине компонент может деформироваться, печатная плата может быть изогнута или отрицательное давление установочного станка может оказаться недостаточным, что приведет к разной температуре плавления припоя и, как следствие, к фактической сварке.
Причины виртуальной сварки DIP
1. Дефекты конструкции отверстий для подключения печатной платы
Отверстие для подключения печатной платы, допуск составляет ±0,075 мм, отверстие для упаковки печатной платы больше, чем штифт физического устройства, устройство будет неплотно прилегать, что приведет к недостаточному олову, виртуальной сварке или воздушной сварке и другим проблемам с качеством.
2.Окисление контактных площадок и отверстий
Отверстия под контактные площадки печатной платы загрязнены, окислены или загрязнены крадеными товарами, смазкой, пятнами пота и т. д., что приводит к ухудшению свариваемости или даже к ее отсутствию, что приводит к виртуальной сварке и воздушной сварке.
3. Факторы качества печатной платы и устройства
Приобретенные печатные платы, компоненты и другая паяемость не прошли сертификацию, строгие приемочные испытания не проводились, а также наблюдаются проблемы с качеством, такие как виртуальная сварка во время сборки.
4. Срок действия печатной платы и устройства истек
Из-за слишком длительного срока хранения на закупленных печатных платах и компонентах воздействуют условия склада, такие как температура, влажность или коррозионные газы, что приводит к возникновению явлений сварки, таких как виртуальная сварка.
5. Факторы, влияющие на оборудование для пайки волной припоя
Высокая температура в печи для волновой сварки приводит к ускоренному окислению припоя и поверхности основного материала, что приводит к снижению адгезии поверхности к жидкому припою. Кроме того, высокая температура также вызывает коррозию шероховатой поверхности основного материала, что приводит к снижению капиллярности и низкой диффузионной способности, что приводит к эффекту «сваривания».
Время публикации: 11 июля 2023 г.





